Client: AKW Ltd
Website: www.akw-ltd.co.uk

Flowcav has become the trusted partner of leading manufacturing companies worldwide, providing complete system models with short turnaround time
Client: AKW Ltd
Website: www.akw-ltd.co.uk
AKW is the UK’s leading manufacturer of accessible bathroom, kitchen and mobility support solutions for older people, disabled and people with reduced mobility. There are now some 4000 products offered by AKW, most of which are designed and manufactured in house using state of the art equipment.
AKW manufacture and sell a range of electric showers targeted at persons with mobility issues. They approached Flowcav Ltd and requested our expertise in the design of a new electronic control flow valve. The goal of the project was to design a unit such that the shower would have excellent thermostatic performance.
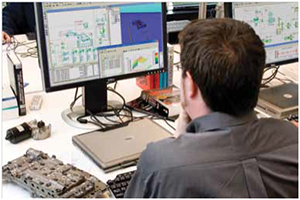
As a means to understanding the detailed operation of the shower unit, several 1D models were developed using Amesim. The schematic layout of one of these models is shown in the above diagram. Analysis of the output from these models indicated that in order to optimise the design, a full computational fluid dynamics analysis (CFD) was required.
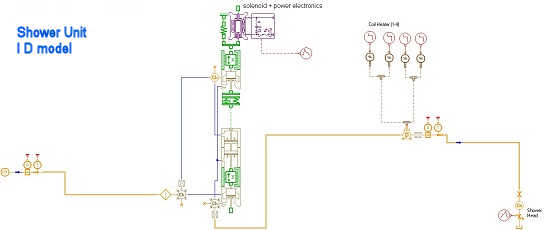
Using Ansys cfx an optimum design was quickly established, which meant that AKW could proceed rapidly with the production tooling design.
As of August 2016 AKW has placed highly in several design awards, including the prestigious Heating and Ventilation News Awards.
Client: Dresser-Rand Enginuity LLC
Website: Dresser-Rand Enginuity
Enginuity is one of the world's leading suppliers of rotating/reciprocating equipment solutions to the oil and gas industry. They provide customised solutions for gas engines to meet emissions compliance regulations.
Typically, modern four-stroke SI engines run at a stoichiometric air/fuel ratio at part load and hence the concentration of O2 in the exhaust gas is minimal. This means that 3 way catalytic converters can be utilised to reduce the emissions of CO, unburned HC and NOx pollutants.
During the scavenging cycle for a typical loop-scavenged two-stroke engine, some of the fresh intake charge escapes into the exhaust system via the exhaust port. Consequently, O2 can represent 2 to 5 % of the exhaust gas and hence it is not feasible to use a 3 way catalytic converter but instead an oxidation catalytic converter must be used. This type of catalytic converter does not reduce the NOx emissions within the exhaust gas, though it does reduce the CO and HC pollutants. As NOx emissions are strongly influenced by the peak combustion temperature, lean air/fuel ratios is an effective strategy to lower peak combustion temperatures and thus NOx production.
Scavenging is the process whereby towards the end of the expansion stroke, the exhaust port begins to open thus releasing the hot exhaust gas. Before the exhaust port is fully open, the intake ports begin to open. At this point the fresh intake charge helps to displace the hot exhaust gas. Ideally there will be very little short circuiting of the fresh charge nor indeed mixing with the hot exhaust gas. From a combustion stability point of view, there should be very little exhaust gas remaining in the cylinder after the exhaust port has closed.
This project entailed carrying out a CFD study of the scavenging process for a turbocharged, large bore, SI two-stroke engine. The engine being modelled was designed before the advent of CFD and it was required to determine how effective the scavenge process was from the point of view of meeting ever tightening emission legislation. Firstly, a 1D model of the engine was developed in Amesim to determine the pressure/time history for various ducts and volumes within the engine. This information was then used as input to the Ansys cfx CFD simulation. The conclusion drawn from the simulation was that the engine had good scavenging characteristics.
Client: Dresser-Rand Enginuity LLC
Website: Dresser-Rand Enginuity
Enginuity is one of the world's leading suppliers of rotating/reciprocating equipment solutions to the oil and gas industry. They provide customised solutions for gas engines to meet emissions compliance regulations.
Amongst the products that Enginuity has developed, is a High Pressure Fuel Injection solution - HPFi® - for large capacity SI two-stroke engines running on natural gas. This solution has reduced the measured NOX output by some 85%.
Research is ongoing at Enginuity to further refine this solution in order to meet ever more stringent future emission regulations. To this end, Enginuity has engaged Flowcav Ltd to carry out CFD research into the mixing behaviour of the natural gas being injected into the cylinder of a turbocharged, large bore, SI two-stroke engine.
Amongst the variables being explored are the number of injection nozzles plus the angle of these nozzles.
The video above shows the CFD simulation of the natural gas injection and mixing process for a turbocharged, large bore, SI two-stroke engine. It is evident from the equivalence ratio values that this engine is running very lean, resulting in low NOX emissions in the field.
Client: World class manufacturer of large marine engines
At present there are some 91,000 merchant ships in the world with a load carrying capacity of 1,807 million DWT - dead weight tonnes. The DWT for the worlds Merchant fleet has increased year on year since 1990 when the total DWT was 630 million tonnes. Bulk carriers represent in the region of 43% of the worlds DWT capacity with oil tankers next at 28%. Container ships are 3rd with a 13.5% share of DWT capacity.
As fuel costs represent a large percentage of a ships operating costs, there is pressure on the marine engine manufactures to improve the efficiency of their engines. Environmental legislation requires these engines to meet evermore demanding gas emission output targets, particularly with respect to Sulphur, Particulate Matters and Nitrous Oxides.
The tightening of the allowable emissions output has placed great emphasis on the design of the fuel injection systems, with many engines now employing common rail injection with electronic control. Also, as ships enter ECA - Emission Control Area - zones the engines are being switched from running on HFO to lighter fuel with lower sulphur content. As a consequence, the injection system must be designed to handle a wide variation in fuel viscosity, bulk modulus and lubricity. Further details can be found here.
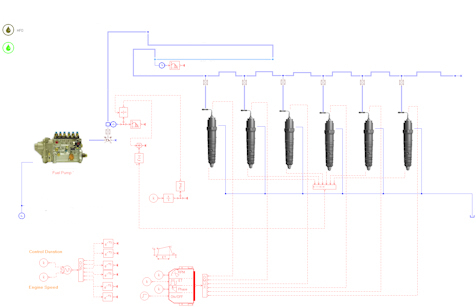
This project involved the 1d analysis of the complete injection system for a modern large capacity marine engine with common rail injection. The various components were sized to obtain the desired injector pressures for all the cylinders with the correct flow output whilst minimising hydraulic pressure waves in the fuel line.
This engine is now operational in some of the largest ships in the world.
Presently for ships at sea outside Emission Control Areas - ECA - the maximum allowable sulphur content of fuels is 3.5% m/m. However, since 1st January 2015, when ever a ship enters an ECA area it must change to a fuel with a maximum Sulphur content of less than 0.1% m/m. As a consequence, any ship engine that uses HFO must have the ability to use a lighter low sulphur fuel as an alternative.
| Date | Outside ECA | Inside ECA |
|---|---|---|
| 2000 | 4.5% | 1.5% |
| 2010 | 1.0% | |
| 2012 | 3.5% | |
| 2015 | 0.1% | |
| 2020 | 0.5% |
The table above indicates that between 2000 and 2015, the allowable sulphur content of marine fuel used whilst a ship is within ECA zones has been reduced by 93%. Similarly, by 2020 the allowable sulphur content of marine fuel whilst a ship is outside ECA zones will have fallen by 89% from the 2000 level.
NOx emissions are presently set at 14.4 g/kWh for large marine engines operating at speeds below 130 revs/min. From 2016 onwards the maximum allowable output within ECA zones will be reduced to 3.4 g/kWh with the allowable output outside ECA zones remaining at the present level of 14.4 g/kWh.
| Tier | Date | n < 130 | 130 ≤ n < 2000 | n ≥ 2000 |
|---|---|---|---|---|
| Tier I | 2000 | 17.0 | 45 · n-0.2 | 9.8 |
| Tier II | 2011 | 14.4 | 44 · n-0.23 | 7.7 |
| Tier III | 2016* | 3.4 | 9 · n-0.2 | 1.96 |
Contact Flowcav now and we will be happy to answer any further questions you may have.